



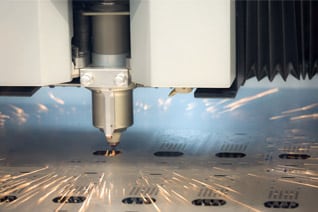
LASER is an acronym that stands for “Light Amplification by Stimulated Emission of Radiation.” Laser cutting is a thermal process that utilizes a focused and amplified beam of light to cut material into a variety of shapes with great precision. The thermal intensity produced by the laser beam melts material in the area of focus, while a mixture of gases forced through the torch tip of the machine eject the molten metal, creating a kerf. By moving either the laser beam or the material being cut under Computer Numerical Control (CNC), the operator creates a continuous cut on the material.
An examination of the various types and configurations of lasers used for sheet and plate metal cutting, and the advantages of the laser cutting process over plasma, oxy-fuel, and other metal cutting techniques helps illustrate the importance of lasers in metal fabrication.
Types of Lasers for Metal Cutting
 In general, there are three classifications of lasers used for cutting metal, each employing different types of beam movement configurations.
In general, there are three classifications of lasers used for cutting metal, each employing different types of beam movement configurations.
CO2 Laser
The first type of laser used in cutting sheet metal, the CO2 laser generates a beam of energy within a mixture of carbon dioxide, helium, and nitrogen gas. This type of laser is capable of cutting thicker materials at higher speeds than other laser types, such as fiber lasers, and produces less of a micro-burr along the cut edges.
It is available with different beam movement configurations—which relate to the different methods of CNC movement required to create a continuous cut. The configurations available include:
Flying Optics System
This configuration is the most popular. The Flying Optics system fixes the workpiece in place, while the mirrors (or other optical components) are manipulated along the X- and Y-axes. It offers two advantages over other control systems, including:
- Easier prediction and control as the motors are always moving a fixed mass with no variation
- No limit to material weight since the workpiece does not need to move
Despite these advantages, flying optics systems have an issue with variations in beam size. Because a laser beam is never perfectly parallel and slightly diverges as it leaves the laser, slight variations in cutting performance may occur as the beam moves over different areas of the workpiece.
Fixed Optics System
Rather than moving the optical components, a fixed optics system moves the workpiece table along the X- and Y-axes, while the laser optics remain stationary. Whereas this approach overcomes the beam divergence issue, it is not an ideal mechanical design; for lighter sheets, a fixed optics system may work well, but, as weight increases, accurate positioning of the material at high speed decreases.
Hybrid System
The development of a hybrid system was an attempt to combine the advantages of a flying optics system and a fixed optics system. In a hybrid system, the optical components move along one axis while the workpiece moves along the other. While this design improves on some of the disadvantages of the other two configurations, it does not resolve the limitation on workpiece weight. Additionally, its more complex setup causes more issues in coordination between the two components.
Advantages of CO2 Lasers
 Regardless of the configuration employed, there are several advantages derived from using CO2 laser systems, including:
Regardless of the configuration employed, there are several advantages derived from using CO2 laser systems, including:
- Capacity to cut thicker material at the same or lower wattage of a fiber laser
- Less micro-burr along cut edges when cutting thicker metals
Fiber Laser
Unlike CO2 lasers, fiber lasers do not use mirrors within the light-generating source. Instead, they generate a beam using a series of laser diodes. The generated beam then undergoes amplification through an optical fiber, similar to the laser cavity in a CO2 laser. Collimation, which limits divergence, takes place as the amplified beam exits the optical fiber, followed by focusing through a lens or a concave to focus the beam on the workpiece for cutting.
Advantages of Fiber Lasers
Some advantages provided by fiber lasers over CO2 lasers include:
- No requirement for gas circulation
- Reduced maintenance requirements and costs of operation (no fans and no mirrors)
- 2–3 times more energy efficient than CO2
- Cuts thinner metals faster due to better wavelength absorption at the cutting surface
- No risk of back reflections from reflective metals (e.g., copper, brass, aluminum, etc.)
Direct Diode Laser
The most advanced technology among solid-state lasers is the direct diode laser. These lasers make use of several beams produces from laser emitting diodes of varying wavelengths, which are then superimposed into a single beam for cutting using beam combining techniques.
Advantages of Direct Diode Lasers
 Direct diode lasers do not include a brightness-enhancing stage, which decreases optical losses and improves wall-plug efficiency. Although they produce lower quality beams compared to fiber lasers, limiting their suitability for metal cutting applications, multi-kilowatt power level direct diode lasers are available for commercial use and successfully used for cutting sheet metal.
Direct diode lasers do not include a brightness-enhancing stage, which decreases optical losses and improves wall-plug efficiency. Although they produce lower quality beams compared to fiber lasers, limiting their suitability for metal cutting applications, multi-kilowatt power level direct diode lasers are available for commercial use and successfully used for cutting sheet metal.
Overall Advantages to Laser Cutting Over Conventional Cutting Methods
When cutting sheet metal laser cutting offers several advantages over other cutting methods, including:
- Limited to no contact during cutting
- Less power consumption
- Increased safety over hand-held methods
- Increased versatility on types of metal that can be cut
- Suitability for multiple types of metal with a single laser machine
- Much higher cutting precision and tighter tolerances than plasma cutting
Conclusion
At G.E. Mathis Company, we have large-capacity laser processing systems, including gantry-type and pallet-type equipment. Our gantry system can process metal up to 14 feet wide and 100 feet long, while our pallet equipment processes sheets and plates up to 8 feet wide and 20 feet long. Both systems are capable of producing maximum power outputs of 12,000 watts. Our CO2 and fiber lasers produce high-quality components using metal ranging in thicknesses from 16 gauge sheet up to 1.25 inch plate. With our advanced laser equipment, and the expertise of our team, we can cut nearly any shape with precision and accuracy.
In addition to being an ISO 9001:2015-certified manufacturer, G.E. Mathis Company can provide the following services:
- PPAP (Production Part Approval Process) – All Levels
- FAIR (First Article Inspection Report)
- Capability Studies (Statistical Process Control)
- CMRT (Conflict Minerals Reporting Template)
For additional information regarding our sheet metal laser cutting capabilities, visit our laser processing page. To find out how we can help contribute to the success of your next project, contact us, or request a quote from one of our expert team members.







